Làm thế nào để làm việc máy hàn tự động
Nhu cầu về các thiết bị bán tự động hàn trong thị trường thiết bị hàn tiếp tục tăng lên hàng năm. Điều này là do lợi thế rõ ràng của họ: chi phí phải chăng, một loạt các chế độ hoạt động, dễ thiết lập và hoạt động. Tuy nhiên, một bậc thầy mới bắt đầu không phải là luôn luôn có thể tìm ra cách sử dụng một cách bán tự động. Điều đầu tiên bạn cần biết là thiết bị và nguyên tắc hoạt động của thiết bị, cũng như các khuyến nghị cơ bản để chọn dây để hàn.
Nội dung
Thiết bị và nguyên lý hoạt động của thiết bị bán tự động
Mục đích chính của máy hàn bán tự động là hàn hồ quang với việc sử dụng điện cực nóng chảy, được thổi bằng khí bảo vệ. Thiết bị này được sử dụng để kết hợp với thép hợp kim thấp và carbon thấp, cả hai đường nối dài và liên tục.

Thiết bị này được thiết kế để hoạt động ở các khu vực kín, thông gió tốt ở nhiệt độ không khí từ -10 ° C đến + 40 ° C.
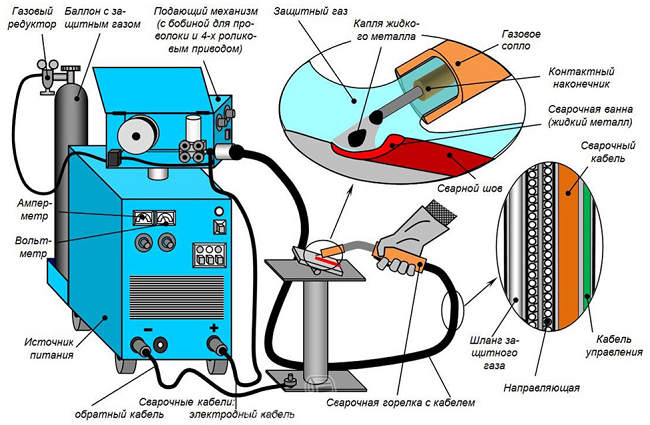
Thiết bị bán tự động bao gồm các mục sau:
- đơn vị chính sản xuất hàn hiện tại của kích thước yêu cầu;
- đơn vị cấp dây;
- một ngọn đuốc hàn với một sợi cáp được kết nối qua đó dây điện đi qua, một ống dẫn khí, một dây điều khiển và một hướng dẫn cho điện cực dây.
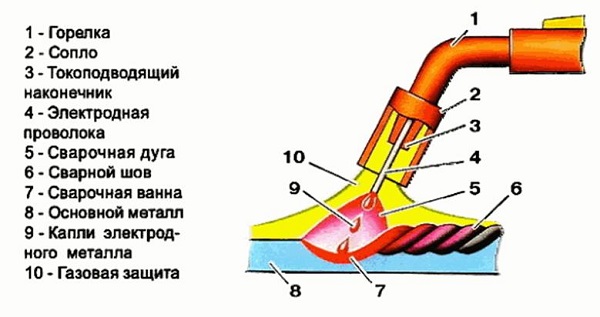
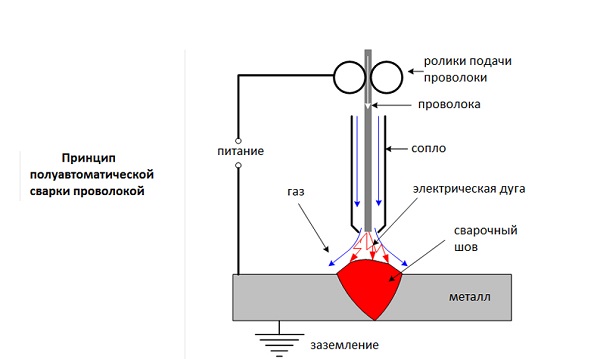
Nguyên tắc hoạt động của đơn vị như sau. Bằng cách nhấn nút khởi động nằm trên tay cầm đèn pin, việc cung cấp dây điện cực (4), khí hiện tại và bảo vệ thông qua vòi phun (2) bắt đầu. Dòng điện chảy qua dây dẫn điện (4). Khi tiếp xúc với kim loại cơ bản, một vòng cung điện phát sinh, bắt đầu làm tan chảy điện cực. Giọt kim loại điện cực, rơi trên kim loại cơ bản (8), tạo thành một đường may (6). Đồng thời, bồn tắm hàn (7) được thổi với khí bảo vệ (10), ngăn chặn oxy và nitơ xâm nhập vào nó từ không khí trong không khí.Nhờ bảo vệ khí, mối hàn bền và có chất lượng cao.
Công việc bán tự động là có thể nếu không có khí bảo vệ. Trong trường hợp này, một dây điện cực có lớp phủ bột đặc biệt được sử dụng. Ở nhiệt độ cao, lớp phủ này bốc hơi và các loại khí thu được sẽ thực hiện chức năng bảo vệ cho bể hàn.
Lựa chọn dây điện cực
Dây điện cực là một snap, mà không có máy hàn sẽ không thể làm việc. Nó được phục vụ bằng cách sử dụng một cơ chế đặc biệt và thực hiện chức năng của một điện cực.
Đối với bán tự động có hai nhóm vật liệu để hàn:
- dây vững chắc;
- dây điện cực.
Có hơn 76 loại biến thể đầu tiên, nhưng thường xuyên hơn, chỉ một phần nhỏ của chúng được sử dụng. Các loại thiết bị khác có tính chuyên môn cao và được sử dụng trong sản xuất. Điều chính cần cân nhắc khi chọn dây là loại kim loại mà từ đó cấu trúc sẽ được hàn. Thông thường, nó là cần thiết để đun sôi thép carbon thấp và hợp kim thấp bằng cách sử dụng dây đồng không tráng và đồng bọc.
Dây đồng là phổ biến nhất trong số các thợ hàn do lớp phủ chống ăn mòn. Nhưng không phải ai cũng biết rằng trong quá trình nấu chảy đồng trong không khí sẽ bốc hơi độc hại. Dây đồng không là vô hại hơn và có lớp phủ chống ăn mòn.
Cũng được sử dụng trên bán tự động dây lõikhông yêu cầu sự hiện diện của khí bảo vệ trong khi nấu. Dây điện cực có một đánh dấu đặc biệt, ví dụ như: SV-08G2S. Nó được giải mã như sau:
- SV - dây hàn;
- 08 – có nghĩa là phần khối lượng của cacbon trong chế phẩm của dụng cụ là 0,08%;
- G - lá thư này biểu thị mangan, là thành phần của dây;
- 2 - con số chỉ ra rằng hàm lượng mangan là 2%;
- Với - lá thư này cho biết sự có mặt của silic trong thiết bị, nếu sau khi lá thư không có số thì nó không chứa quá 1%.
Sau đây là một bảng trong đó chỉ định chữ của tất cả các chất phụ gia tạo nên dây hàn được giải mã.
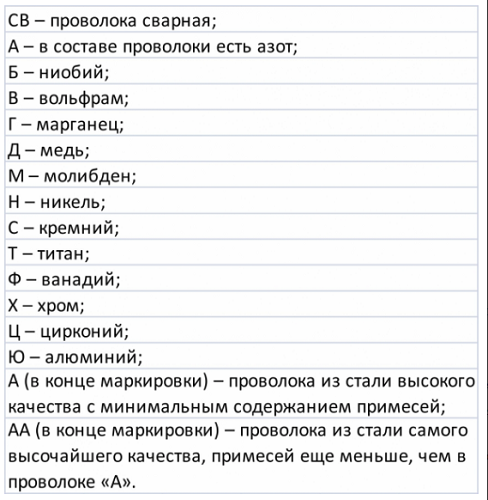
Ví dụ, bằng cách sử dụng bảng, người ta có thể giải mã CB-06Х21Н7БТ đánh dấu, có nghĩa là: dây hàn có 0,06% cacbon, 21% crôm, và niken - 7%; Dây được hợp kim với hai kim loại, niobi và titan.
Hàn thép hợp kim thấp (đây là 90% của tổng kim loại) dây 08G2S với đường kính 0,6 mm được sử dụng. Nó có thể được sử dụng cả trong cuộc sống hàng ngày và để sửa chữa cơ thể. Ngoài ra, nó có thể được sử dụng trên các đơn vị với một hiện tại lên đến 500A. Đối với thép không gỉ hàn sử dụng dây thương hiệu Sv01H19N9. Nhôm và đồng được đun sôi trong môi trường argon, tương ứng với thành phần của dây. Nhôm được đun sôi với các lớp SV-97, CB-A85 và CB-AMts. Để hàn các thương hiệu thiết bị sử dụng đồng SV-97, CB-A85 và CB-AMts.
Đường kính của dây điện cực được chọn phù hợp với độ dày của kim loại được hàn.
Quy tắc hàn bán tự động
Trước hết, khi bắt đầu làm việc với một thiết bị bán tự động, các phần dành cho kết nối phải là cũng làm sạch sơn và gỉ. Cũng làm sạch nơi mà clip cho khối lượng sẽ được đính kèm.
Làm thế nào để giữ một ổ ghi
Bạn có thể giữ đầu đốt bằng một tay, nhưng chất lượng của đường may sẽ tốt hơn nếu bạn sử dụng cả hai. Một tay phục vụ như một hỗ trợ, trong khi người kia giữ đầu đốt.

Với phương pháp này, việc điều khiển góc và khoảng cách của đầu đốt từ phôi gia công dễ dàng hơn, cũng như thực hiện các chuyển động cần thiết để tạo thành mối hàn chất lượng cao. Để giữ tay bạn rảnh, bạn cần sử dụng mặt nạ hànđược cố định trên đầu.
Góc lý tưởng khi hoạt động như bán tự động không tồn tại. Thông thường, để kết nối các khoảng trống nằm trong cùng mặt phẳng, độ nghiêng của đầu đốt (từ vị trí thẳng đứng) ở 15-20 độ được sử dụng. Kết nối các bộ phận ở một góc với nhau, độ nghiêng của ngọn đuốc 45 ° được sử dụng. Với việc mua lại kinh nghiệm, mỗi thợ hàn chọn cho mình góc nghiêng thuận tiện nhất của công cụ, có tính đến các tình huống khác nhau.
Chuyển động Burner
Đối với sự hình thành của đường may chất lượng cao có nhiều cách di chuyển của ngọn đuốc.
- Đối với kim loại dày 1-2 mm áp dụng chuyển động lượn sóng-ngoằn ngoèo. Do đó, vòng cung bắt cả hai tấm kim loại và không có thời gian để ghi nó. Kết quả là, đường may được niêm phong và bền.
- Hàn kim loại có độ dày bất kỳ áp dụng một đường may thẳng, không bao gồm bất kỳ chuyển động sang một bên. Nhưng trong trường hợp này, các nhà điều hành được yêu cầu phải có một kinh nghiệm nhất định để khi ngọn đuốc di chuyển, vòng cung đồng đều hoạt động trên cả hai phần giao phối.
- Nếu công việc đang đến kim loại dày hơn 1 mm, nó là cần thiết để giảm sức mạnh hiện tại và tốc độ thức ăn dây, cũng như sử dụng một dây có đường kính nhỏ hơn. Sự hàn nên xảy ra trong các xung ngắn, với khoảng dừng giữa chúng khoảng 1 giây. Một tạm dừng là cần thiết để làm mát kim loại và thoát các phân đoạn tiếp theo thành một đường nối nguyên khối.
- Nếu giao phối chi tiết mỏng, dài, sau đó hàn được thực hiện với các đoạn ngắn hoặc các điểm nằm ở một khoảng cách nhất định. Ngoài ra, để tránh biến dạng các bộ phận, bạn có thể nấu xen kẽ, các đoạn ngắn, với các đầu khác nhau của đoạn giao phối.
Tốc độ hàn
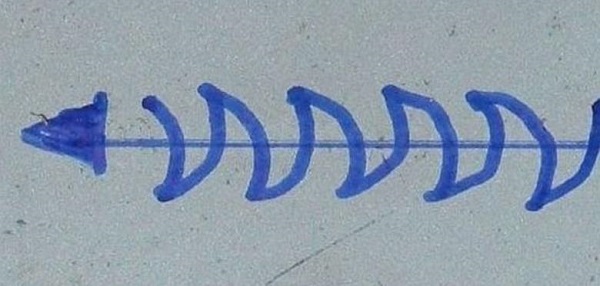
Đây là tốc độ di chuyển của vòng cung điện dọc theo giao diện của các bộ phận, và được điều khiển bởi nhà điều hành thiết bị bán tự động. Tốc độ di chuyển của dao phải tương ứng với điện áp hồ quang, tốc độ cấp dây, độ dày kim loại và hình dạng đường may yêu cầu. Ở tốc độ cao của chuyển động của đầu đốt, rất nhiều thuốc xịt được hình thành, khí bảo vệ vẫn còn trong đường nối cứng nhanh chóng và gây ra lỗ chân lông trong đó.Với tốc độ di chuyển chậm của lò đốt, ảnh hưởng không cần thiết của vòng cung điện vào vật liệu được hình thành, có thể đốt cháy nó. Ngoài ra, khi kết nối các bộ phận lớn được hình thành đường may dày. Hình dưới đây cho thấy các đường nối trông như thế nào ở tốc độ ngọn đuốc khác nhau.

Tốc độ dòng khí
Việc cung cấp khí đốt phải đủ để cung cấp dây thổi. Với dòng khí yếu, đường may sẽ không được bảo vệ khỏi quá trình oxy hóa. Nhưng ngay cả ở tốc độ dòng chảy cao, bảo vệ sẽ không đủ do bất ổn. Tất cả những sai lệch này từ tiêu chuẩn làm cho đường may xốp và mỏng manh. Do đó, rất quan trọng để đạt được một nguồn cung cấp khí trơn tru, do đó dòng chảy không gây ra sự hỗn loạn và bảo vệ hoàn toàn trang web hàn.
Chiều dài dây
Dây điện, trước khi chạm vào kim loại, phải ra khỏi đầu bằng 6-13 mm. Từ giá trị này phụ thuộc sức đề kháng và nhiệt độ của mảnh điện cực này. Độ tiếp cận của dây từ đầu càng mạnh thì kích thước của vòng cung càng nhỏ. Kết quả là, đường may dày và hẹp, với độ thâm nhập thấp vào kim loại.Nếu chiều dài của dụng cụ được giảm, sự thâm nhập của vòng cung vào kim loại sẽ tăng lên, và đường may sẽ trở nên mỏng hơn và rộng hơn.
Phân cực
Bởi cực trong thiết bị hàn có nghĩa là hướng của dòng điện trong mạch của nó. Với cực trực tiếp, một điện tích âm được cung cấp cho dây điện, và một điện tích dương được áp dụng cho phần hàn. Với cực phân cực, ngược lại là đúng: dây là một cộng, và phôi là một trừ.
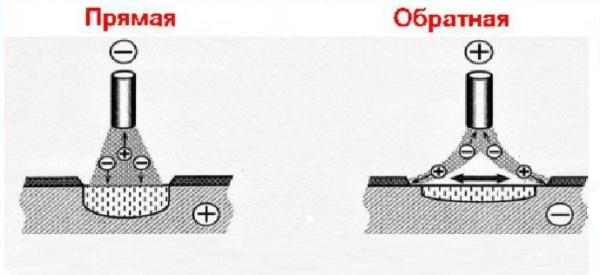
Điều quan trọng! Khi làm việc không có khí bảo vệ, dây điện thông qua sử dụng phương pháp phân cực trực tiếp và với phân cực ngược khí.
Âm thanh khi hàn
Lắng nghe âm thanh của hàn là quan trọng, đặc biệt là cho người mới bắt đầu khi học. Âm thanh chính xác khi hàn bằng thiết bị bán tự động giống như âm thanh của thịt rang trong chảo. Khi nghe thấy âm thanh “rít lên”, điều đó có nghĩa là có sự cân bằng giữa các cài đặt hiện tại, tốc độ nạp dây và khí. Thay đổi âm thanh khi thiết bị đang hoạt động có thể bị ảnh hưởng bởi:
- tiếp xúc kém giữa kẹp cân và bộ phận;
- sự hiện diện của phun đông lạnh trên đầu đốt, ngăn chặn dòng khí bình thường;
- làm sạch kém khỏi rỉ sét hoặc sơn khu vực hàn.
Các biện pháp an toàn tại nơi làm việc
Trong quá trình làm việc với các thiết bị hàn nó là cần thiết để quan sát các biện pháp an ninh sau đây.
- Thợ hàn phải bảo vệ tất cả các bộ phận của cơ thể khỏi các kim loại nóng trên chúng. Đối với điều này quần áo làm việc đã qua sử dụngbao phủ chặt chẽ các khu vực tiếp xúc của cơ thể, cũng như găng tay bảo vệ. Quần áo nên được làm bằng vật liệu dày đặc có thể chịu được sự xâm nhập của các văng nóng. Trong mọi trường hợp không nên quần áo được làm bằng sợi tổng hợp, trong đó, khi tiếp xúc với nhiệt độ cao, bắt đầu tan chảy. Vật liệu như vậy ngay lập tức đốt cháy, có thể gây bỏng cho thợ hàn.
- Vì bức xạ cực tím cứng được tạo ra trong quá trình hàn, cần bảo vệ mắt khỏi nó bằng cách sử dụng mặt nạ với kính màu. Cách đây không lâu, mặt nạ với kính “tắc kè hoa” xuất hiện trên thị trường, bóng tối khi ánh sáng rực rỡ xuất hiện. Ngoài ra, các bộ phận khác của cơ thể phải được bảo vệ khỏi ánh sáng UV.
- Giày nên được đóng lại để ngăn chặn các vết hất nóng rơi vào đó.
- Phòng nơi công việc hàn được thực hiện phải có thông gió cưỡng bức hoặc tự nhiên (sự hiện diện của các cửa sổ có thể được mở). Hít phải khói và khói được tạo ra trong quá trình hàn có ảnh hưởng bất lợi đến sức khỏe con người.
/rating_off.png)











