Làm thế nào để làm việc biến tần
Thiết bị hàn ngày nay được đại diện bởi nhiều giống. Nhưng phổ biến nhất trong số các thợ thủ công nhà là máy biến tần vì tính nhỏ gọn và tính linh hoạt của chúng. Biến tần hàn là thiết bị cho phép tổng thể thực hiện các loại công việc hàn. Nhưng để thực hiện chúng một cách chất lượng, nó không đủ để có một đơn vị đắt tiền, bạn cũng cần phải học cách sử dụng một máy hàn.
Nội dung
Cài đặt và kết nối của thiết bị
Để sử dụng biến tần một cách hiệu quả và an toàn, trước tiên, cần chuẩn bị nó một cách hiệu quả để vận hành. Quá trình này được thực hiện trong nhiều giai đoạn. Nhiệm vụ đầu tiên là cài đặt và kết nối thiết bị. Cài đặt biến tần phải được thực hiện theo các quy tắc nhất định:
- các đơn vị phải được đặt để nó ở khoảng cách ít nhất là 2 m từ các bức tường hoặc bất kỳ đối tượng nào;
- thiết bị phải được nối đất;
- các trang web hàn phải được lựa chọn để nó là xa các đối tượng dễ cháy;
- Nó được khuyến khích để nấu ăn hoặc trên một nền tảng miễn phí hoặc trên một bảng kim loại.
Có thể kết nối biến tần với mạng gia đình (220 V) và tới mạng, với điện áp 380 V, thường được sử dụng trong sản xuất. Nếu bạn có ý định sử dụng thiết bị cách xa các mạng điện, thì nó có thể được kết nối với máy phát điện, dầu diesel hoặc xăng.
Kết nối điện
Việc kết nối thợ hàn với ổ cắm điện gia dụng thường gây ra vấn đề. Nguyên nhân của sự xuất hiện của chúng có thể là dây cũ hoặc không đủ đường kính dây của nó. Thông thường, hệ thống dây điện được thiết kế cho hiện tại lên đến 16 A.Và vì tất cả các thiết bị được bao gồm trong nhà có thể vượt quá giá trị này, vì lý do an toàn, bộ phận ngắt mạch tự động (bộ ngắt mạch) được lắp đặt. Do đó, khi kết nối, cần biết sức mạnh của máy hàn sao cho nó không gây ra sự kích hoạt tự động.

Kết nối biến tần với mạng gia đình
Bạn cũng nên chú ý đến -sự giải phóng mạng. Nếu khi bạn bật biến tần, bạn nhận thấy sự giảm điện áp trong nguồn điện, điều này cho thấy một mặt cắt không đủ của dây. Trong trường hợp này, nó là cần thiết để đo lường những giá trị điện áp giảm xuống. Nếu nó rơi xuống giá trị dưới mức tối thiểu mà biến tần có thể hoạt động (được chỉ định trong hướng dẫn), thì bạn không thể kết nối thiết bị với mạng như vậy.
Sử dụng dây nối
Cáp mạng được kết nối với biến tần đáp ứng tất cả các yêu cầu về nguồn và không gây ra sự cố kết nối. Nhưng nếu chiều dài của nó là không đủ, thì bạn nên chọn một sợi dây kéo dài với tiết diện dây không nhỏ hơn 2,5 mm2 và không quá 20 mét. Đó là đủ các thông số của bộ mở rộng mà biến tần có thể làm việc với dòng điện đến 150 A.
Nên nhớ rằng khi bạn kết nối máy với mạng thông qua mang phần còn lại của nó, bạn không nên giữ nó cuộn lại, bởi vì khi bạn bật thiết bị, nó sẽ biến thành cuộn dây điện cảm.Kết quả là, các dây dẫn sẽ bị nóng quá và dây nối sẽ bị hỏng.

Kết nối với máy phát
Trong trường hợp không thể kết nối thiết bị với nguồn điện, nó có thể được kết nối với máy phát điện chạy bằng xăng hoặc nhiên liệu diesel. Các nhà máy điện xăng dầu phổ biến nhất. Nhưng không phải tất cả chúng đều thích hợp cho việc kết nối các máy hàn. Để biến tần hoạt động hiệu quả, máy phát điện phải có công suất ít nhất 5 kilowatt và tạo ra điện áp đầu ra ổn định. Quá áp trong điện áp có thể làm hỏng thợ hàn.
Bạn cũng nên cân nhắc đường kính điện cực bạn sẽ làm việc. Ví dụ, nếu điện cực có đường kính 3 mm, thì cần có dòng điện hoạt động khoảng 120 A với điện áp hồ quang là 40 V. Nếu chúng ta tính công suất của biến tần hàn (120 x 40 = 4800), chúng ta sẽ có giá trị 4,8 kW. Vì đây sẽ là mức tiêu thụ điện năng, nhà máy điện, có khả năng sản xuất chỉ 5 kW, sẽ hoạt động ở giới hạn khả năng của nó, điều này sẽ làm giảm đáng kể tuổi thọ của nó. Do đó, máy phát điện phải được chọn với một số tiền điện, cao hơn khoảng 20-30% so với tiêu thụ bởi biến tần.

Kết nối cáp hàn
Trên bảng điều khiển phía trước của biến tần có 2 đầu cuối, gần đó có một dấu ở dạng dấu “+” và “-”. Cáp hàn được kết nối với các đầu nối này, một trong số đó có kẹp kim loại (kẹp) ở cuối và thứ hai - một giá đỡ cho điện cực. Cả hai cáp và khác có thể được kết nối với cả hai thiết bị đầu cuối, tùy thuộc vào phương pháp hàn, mà sẽ được thảo luận sau. Sau khi kết nối các dây cáp với thiết bị, một trong số đó, có kẹp khóa, được kết nối để bàn hàn hoặc phôi.
Trong một số trường hợp, chiều dài cáp tiêu chuẩn có thể không đủ, ví dụ, khi làm việc ở độ cao. Trong tình huống như vậy, câu hỏi đặt ra: có thể mở rộng dây cáp hàn không? Các chuyên gia không khuyên làm điều này, đặc biệt là nếu nó liên quan đến một đơn vị biến tần. Thực tế này có thể được giải thích bởi thực tế là mỗi cáp có một số đặc tính của kháng chiến. Do đó, "rò rỉ" của điện áp và dòng điện trên toàn bộ chiều dài của nó là không thể tránh khỏi. Do đó, cáp dài hơn, mạnh hơn điện áp giảm xuống.
Nếu bạn cố gắng bù đắp cho sự mất điện áp và dòng điện bằng cách thêm các giá trị vào bảng điều khiển của thiết bị, thì biện pháp này có khả năng vô hiệu hóa các thiết bị điện tử biến tần.Nó chỉ ra rằng nó là dễ dàng hơn để mang lại cho các thiết bị gần nơi làm việc của thợ hàn hơn để chi tiêu một số tiền đáng kể để sửa chữa các đơn vị sau khi kéo dài các loại cáp.

Thiết lập thiết bị
Chất lượng của các công trình hàn phụ thuộc vào việc biến tần hàn được điều chỉnh chính xác, đặc biệt là đối với sự lựa chọn chính xác của các điện cực. Bạn cũng nên cân nhắc:
- độ sâu của mối hàn;
- vị trí của đường may trong không gian (dọc hoặc ngang);
- thương hiệu hoặc loại kim loại được hàn;
- độ dày kim loại, v.v.
Bạn nên biết rằng đối với mỗi loại kim loại được sản xuất điện cực tương ứng. Các điện cực có đường kính lên đến 5 mm có thể được sử dụng với bộ biến tần. Nhưng đối với mỗi độ dày của thiết bị, cần chọn cường độ tương ứng của dòng hàn. Để thiết lập đúng máy hàn, bạn có thể sử dụng bảng bên dưới.
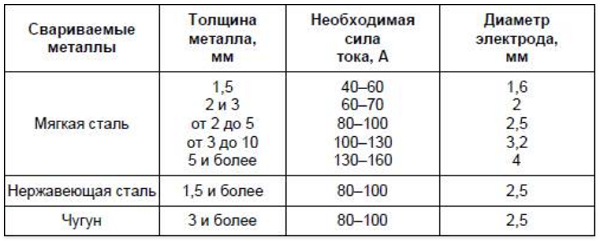
Ví dụ, nếu bạn phải sử dụng thép nhẹ dày 5 mm với một biến tần, bạn nên chọn một điện cực 3 mm, và đặt cường độ dòng điện 100 A trên thiết bị.Sau khi kiểm tra hàn, bạn có thể hiệu chỉnh cường độ dòng điện, có nghĩa là, giảm hoặc tăng.
Các biện pháp an toàn tại nơi làm việc
Các quy tắc an toàn được thiết lập có thể được cho là được viết bởi “máu” của các nạn nhân, và do đó nghiêm cấm bỏ qua chúng. Sức khỏe và cuộc sống của không chỉ các nhà điều hành thiết bị hàn, mà còn những người xung quanh anh ta phụ thuộc vào sự tuân thủ của họ. Vì vậy, sau đây có thể được quy cho các quy tắc an toàn.
- Trước khi bắt đầu, bạn nên kiểm tra cách toàn vẹn trên tất cả các dây và cáp nối với máy. Nó cũng là cần thiết để kiểm tra khả năng bảo trì của thiết bị, cụ thể là, để đảm bảo rằng điện áp không tải là số không. Trong trường hợp này, hệ thống sẽ hoạt động, ngắt kết nối điện áp trên điện cực khi thiết bị ở chế độ chờ.
- Trước khi kết nối thiết bị, hãy kiểm tra mạng điện đang được tải (đo mức lún).
- Để bảo vệ võng mạc của mắt khỏi bức xạ tử ngoại xảy ra khi hồ quang hàn đang cháy, cần phải áp dụng mặt nạ bảo vệ (khiên) hoặc kính đặc biệt. Cách đây không lâu, mặt nạ hàn và kính đeo kính “tắc kè hoa” xuất hiện trên thị trường, tự động tối khi bức xạ sáng chiếu vào chúng. Kính hoặc khẩu trang không chỉ được đeo bởi thợ hàn mà còn bởi trợ lý của anh ta.

- Nếu hàn được thực hiện trong nhà, sau đó để bảo vệ các cơ quan hô hấp và ngăn ngừa ngộ độc bằng khí độc hại mặt nạ với hộp mực hoặc mặt nạ có thể thay thếqua đó không khí tinh khiết bị ép buộc.
- Để bảo vệ tay khỏi bắn kim loại, hãy sử dụng găng tay đặc biệt - Thợ hàn gaiters.

- Để bảo vệ cơ thể sử dụng overalls, áo jacket và quần làm bằng vải chịu lửa.
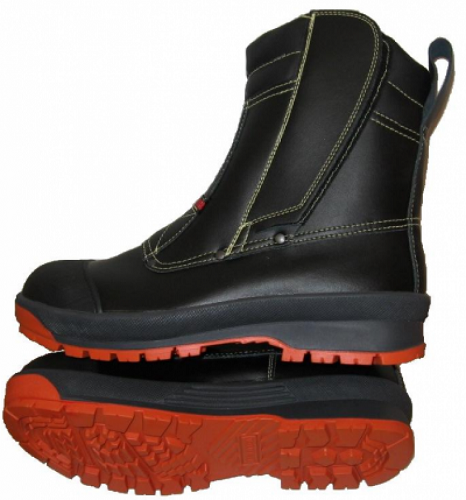
- Để bảo vệ bàn chân cần thiết để mặc giầy ủng cao, để ngăn chặn tia lửa kim loại xâm nhập vào chúng. Boots nên trùm đầu bằng quần.
- Nơi làm việc cần được thắp sáng tốt.
- Dưới chân thợ hàn nên được thảm cao su hoặc sàn gỗngăn chặn một người bị điện giật.
- Xung quanh nơi làm việc không nên là bất kỳ vật lạ nào qua đó bạn có thể vấp ngã.
- Gần nơi làm việc nên bình chữa cát và bình chữa cháy để dập tắt kịp thời nguồn lửa.
- Máy hàn nối đất là bắt buộc.
Nếu các quy tắc an toàn đã được nghiên cứu, thì bạn có thể bắt đầu trở nên quen thuộc với cách hoạt động đúng của việc hàn điện.
Lựa chọn phân cực
Không có gì bí mật rằng quá trình nóng chảy kim loại là do nhiệt độ cao của vòng cung điện xảy ra giữa vật liệu hàn và điện cực. Đồng thời, cáp có giá đỡ cho điện cực và cáp nối đất (có kẹp quần áo) được kết nối với các đầu nối khác nhau của thiết bị. Để kết nối cáp đúng cách, bạn cần phải hiểu khi nào chúng được đổi chỗ.
Khi hàn với một biến tần hoặc bất kỳ thiết bị hàn nào khác, sự phân cực trực tiếp và ngược của việc kết nối các dây cáp với thiết bị được sử dụng. Phân cực trực tiếp Nó được chấp nhận để gọi kết nối khi cáp với điện cực được kết nối với trừ, và kim loại được hàn được kết nối với cộng.
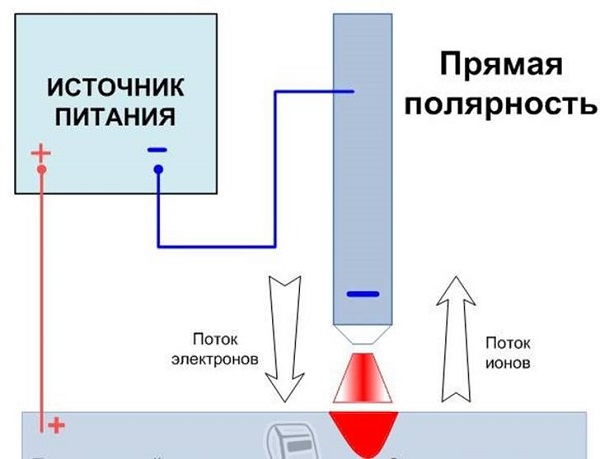
Phương pháp kết nối này cho phép kim loại hâm nóng tốt, đó là lý do tại sao đường may có chiều sâu và chất lượng cao. Phương pháp phân cực trực tiếp được sử dụng khi nấu các sản phẩm kim loại dày.
Phân cực ngược liên quan đến việc kết nối cáp điện cực với cực dương, và cáp nối đất để trừ đi.
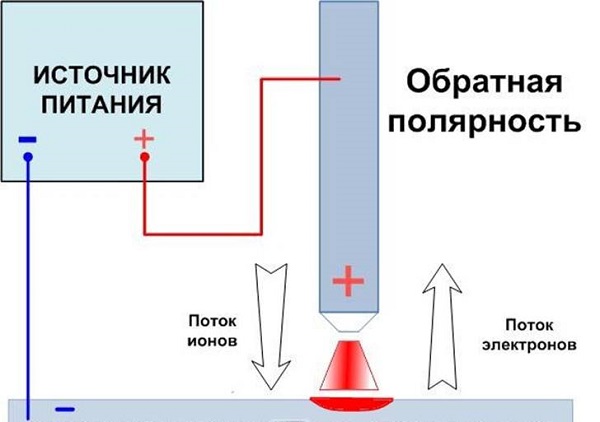
Với một kết nối như vậy, kim loại ít bị nung nóng hơn, và đường may sẽ rộng hơn. Phân cực ngược thường được sử dụng khi đun sôi các sản phẩm kim loại mỏng để loại trừ các phần bị cháy.
Lựa chọn dòng hàn
Dòng hàn được chọn có tính đến độ dày của kim loại được hàn và đường kính của chất phụ gia. Để dễ tính toán, bạn có thể sử dụng bảng đã được đưa ra ở trên trong phần thiết lập đơn vị. Ngoài ra, khi chọn cường độ dòng điện tối ưu, bạn nên nhớ quy tắc: cường độ dòng điện càng cao thì càng thu được phần khớp càng lớn và điện cực càng nhanh càng tốt. Do đó, cần đạt được tỷ lệ lý tưởng của tốc độ di chuyển của phụ gia và cường độ dòng điện sao cho đường may có độ lồi và độ sâu cần thiết đủ để hàn tốt các cạnh của các bộ phận.
Phương pháp làm việc với các kim loại khác nhau
Vì quá trình hàn không thể không có đánh lửa vòng cung, bạn nên lưu ý rằng có 2 phương pháp để thực hiện điều này:
- bạn cần phải nhấn kim loại nhiều lần với một điện cực cho đến khi vòng cung được đốt cháy.
- bạn cần một điện cực, giống như một trận đấu, để tấn công nhiều lần vào kim loại.
Mỗi bậc thầy lựa chọn cách thuận tiện nhất và phù hợp để đốt cháy vòng cung.Nhưng bạn cần phải tấn công mạnh mẽ không phải bất cứ nơi nào, nhưng dọc theo dòng của mối hàn, do đó không có dấu vết vẫn còn trên phôi.
Nơi mà kim loại bị tan chảy dưới ảnh hưởng của vòng cung điện được gọi là hàn tắm. Để di chuyển nó dọc theo đường may, áp dụng một trong các phương pháp được hiển thị trong hình dưới đây.
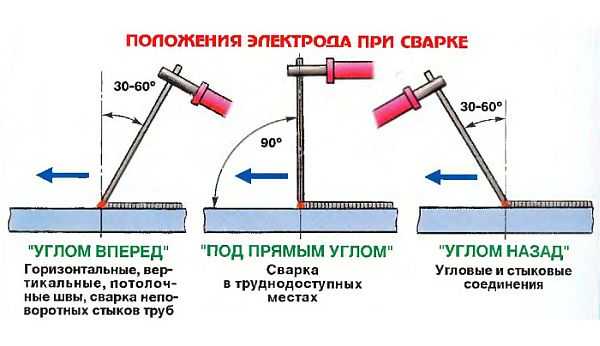
Đối với phong trào tắm bình thường, điện cực uốn cong ở một góc 45-50 °. Bằng cách nghiêng phụ gia ở các góc khác nhau, bạn có thể kiểm soát chiều rộng của bồn tắm. Mỗi bậc thầy chọn góc nghiêng tối ưu để có được đường may có chất lượng chấp nhận được.
Điện cực có thể lấy một vị trí góc quay lại hoặc góc phía trước. Để có được đường may rộng, độ nghiêng của góc dụng cụ được sử dụng về phía trước, vì phương pháp này thu được ít nhiệt hơn. Phương pháp này đun sôi kim loại mỏng. Kim loại dày có thể được nấu chín một góc trở lại.
Đối với hàn kim loại màu sẽ có kết nối argon burner để biến tần hàn và sử dụng một điện cực không tiêu hao (vonfram). Phụ gia trong trường hợp này là thanh kim loại,được đặt trên đường may và được làm tan chảy bởi một vòng cung điện. Trong quá trình hàn, bồn tắm được thổi bằng khí trơ.

Quy tắc bảo trì biến tần
Bảo trì máy hàn loại biến tần bao gồm các mục sau đây.
- Kiểm tra trực quan. Nó phải được thực hiện mỗi lần trước khi bắt đầu công việc và sau khi nó phát hiện thiệt hại có thể xảy ra đối với cách điện của cáp hàn và dây nguồn. Ngoài ra, trong thời gian kiểm tra bên ngoài, nó được kiểm tra rằng không có thiệt hại cho nhà ở và điều khiển (bạn cần phải kiểm tra các điều chỉnh hiện tại).
- Tiến hành vệ sinh bên trong thiết bị. Nó được thực hiện sau khi tháo vỏ ra khỏi thiết bị để loại bỏ bụi bẩn và tích tụ bụi bẩn từ tất cả các nút của nó. Việc làm sạch được thực hiện bằng cách sử dụng luồng khí nén định hướng tới các phần bụi.
- Kiểm tra và tước các thiết bị đầu cuối. Định kỳ kiểm tra các địa điểm mà cáp nguồn được kết nối. Nếu phát hiện quá trình oxy hóa tại các đầu cực, nó phải được loại bỏ bằng giấy nhám mịn.
Ngoài ra, tránh làm rơi nước, hơi nước và các chất lỏng khác trên máy hàn biến tần có thể xuyên thủng bên trong thiết bị và gây ra các mạch điện ngắn.Nếu bất kỳ chất lỏng nào xâm nhập vào thiết bị, thì nắp phải được lấy ra khỏi thiết bị và tất cả độ ẩm cần được loại bỏ. Đặc biệt cẩn thận làm khô bảng điện tử của biến tần bằng cách sử dụng máy sấy tóc thông thường.
/rating_off.png)











